Eine intelligente Temperaturkompensation während der Aufwärmphase erhöht die Präzision von Fräsmaschinen für hochpräzise Werkstücke und verbessert gleichzeitig den CO2-Fußabdruck.
Eine hochpräzise Maschine zu bauen, ist aufwendig und somit teuer. Von einer guten CNC-Fräsmaschine erwartet man, dass sie auf zehntel oder gar hundertstel Millimeter genau die gewünschte Form fräst. Je größer die Maschine, desto schwieriger ist es, im gesamten Arbeitsbereich der Maschine so präzise zu sein.
Es gibt Fräsmaschinen, die 20 Meter lang sind, aber selbst bei nur 1 Meter Länge ist ein hundertstel Millimeter ein Hunderttausendstel der gesamten Länge. Damit die beim Fräsen auftretenden Kräfte die Maschine möglichst nicht verbiegen, muss die Maschine extrem stabil und massiv sein. Denn schon minimale Verbiegungen können die Genauigkeit beeinträchtigen.
Zum Vergleich: hängt man 10 kg in der Mitte auf eine ein Meter lange, 5 cm dicke Stahlstange, die an beiden Enden aufliegt, dann biegt sich die Stange um einen ganzen Millimeter durch.
Zusätzlich zur Stabilität der Maschine muss die Maschine selbst – zum Beispiel auch das Antriebssystem – sehr genau gefertigt sein, da jede Ungenauigkeit der Maschine zu einer Ungenauigkeit beim zu fräsenden Werkstück führen kann. Dazu haben Maschinenbauer jahrzehntelange Erfahrung, um eine präzise Maschine zu bauen.
Aber auch der beste Maschinenbauer kann die Gesetze der Natur nicht ändern: Jedes Material dehnt sich bei einer Temperaturerhöhung aus. Die zuvor genannte ein Meter lange Stahlstange ist bei 40 Grad Celsius um einen viertel Millimeter länger als bei 20 Grad Celsius. Das ist gewaltig, wenn man auf ein hundertstel Millimeter genau fräsen will.
Software kompensiert Fehler
Diese Fehler zu kompensieren, kann eine Software übernehmen. CNC-Fräsmaschinen werden von einer Steuerung (in unserem Fall Siemens SINUMERIK ONE) gesteuert, die in jedem Moment dafür sorgt, dass das Fräswerkzeug der Maschine genau an den Koordinaten fräst, die der Auftraggeber wünscht. Wenn die Steuerung nun weiß, dass die Maschine noch kalt ist und deshalb um einen viertel Millimeter kürzer ist als im warmen Zustand, dann kann sie bei den Koordinaten einfach den erwarteten Fehler vorher dazuaddieren, damit die Maschine – obwohl sie kalt und somit kürzer ist – trotzdem an der richtigen Stelle fräst
Dafür gibt es in der Siemens-Steuerung SINUMERIK ONE die Möglichkeit, eine Tabelle einzugeben (der Fachausdruck ist „Kompensationsmatrix“), die angibt, in welcher Situation wieviel kompensiert werden soll.
Klingt einfach. In der Praxis ist es etwas komplizierter, da eine moderne CNC-Fräsmaschine typischerweise fünf Achsen hat und jede dieser Achsenpositionen kompensiert werden muss und Änderungen bei der einen Achse auch einen Einfluss auf die anderen Achsen haben. Das lässt sich mit Mathematik lösen. Schwieriger ist es jedoch, zu wissen, welcher Teil der Maschine welche Temperatur zu jedem Zeitpunkt während der Produktion hat und um wieviel sich die Länge jedes Teils bei welcher Temperatur verändert. Das muss die Steuerung wissen, um berechnen zu können, wieviel sie die Koordinaten korrigieren muss, damit sie trotz Erwärmung der Maschine an der richtigen Stelle fräst. Wenn die Maschine lange ausgeschaltet war und kalt ist, dann hat die ganze Maschine fast die gleiche Temperatur. Sobald aber die Maschine eingeschaltet wird und zu fräsen beginnt, macht es einen Unterschied, ob sie längere Zeit links hinten oben fräst oder ob sie rechts vorne unten fräst und damit die Wärme an anderer Stelle erzeugt. Die Steuerung sollte daher diese Kompensationstabelle laufend im Betrieb anpassen – auch noch nach Abschluss der Aufwärmphase.
Forschung mit Maschinenbauökosystem
Das Institut für Fertigungstechnik und photonische Technologien der Technischen Universität Wien erforscht gemeinsam mit seinem Ökosystem von führenden Maschinenbauern, wie die Erwärmung der einzelnen Teile der Maschine in einem digitalen Zwilling ermittelt werden kann. Der Institutsvorstand Friedrich Bleicher fasst das Ziel zusammen: „Unser Ziel ist, mit einer kalten Maschine genauso präzise arbeiten zu können wie mit einer bereits aufgewärmten Maschine.“
Unser Ziel ist, mit einer kalten Maschine genauso präzise arbeiten zu können wie mit einer bereits aufgewärmten Maschine.
Friedrich Bleicher, Vorstand des Instituts für Fertigungstechnik und photonische Technologien der Technischen Universität Wien
In einem Forschungsprojekt kann man sehr viele Temperatursensoren in der Maschine anbringen. In der industriellen Praxis ist das wirtschaftlich nicht sinnvoll möglich. „Deswegen“, so Christoph Habersohn, Abteilungsleiter am Institut, „nutzen wir die Daten der SINUMERIK-Steuerung gemeinsam mit vorhandenen Temperatursensoren, um in einem Digitalen Zwilling der Maschine die gesamte Temperaturverteilung der Maschine und daraus die Längenänderungen zu berechnen“. Der Digitale Zwilling kann entweder mit einer Künstlichen Intelligenz oder mit einem physikalischen Modell erstellt werden.
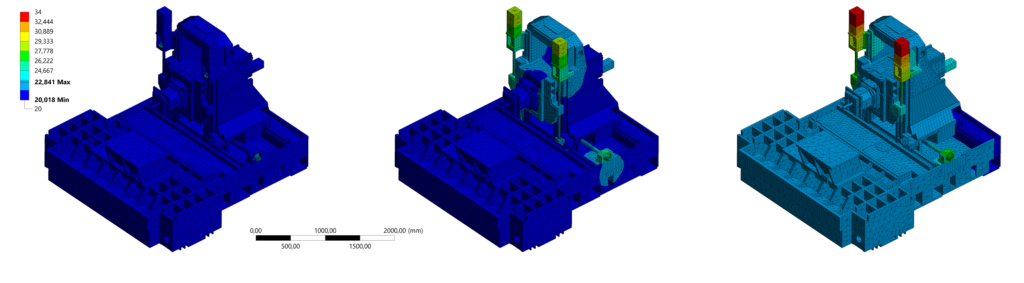
Mit der thermischen Simulation im Digitalen Zwilling der Maschine wird die Wärmeausbreitung auf die ganze Maschine berechnet. Die Wärmequelle ist der Motor – dort entsteht die Leistung der Maschine (Zeitverlauf von links: Kurz nach dem Start, nach 2 bzw. 7 Stunden).
Matthias Kneissl, der Leiter des Geschäftsbereichs Werkzeugmaschinensysteme von Siemens in Österreich und den CEE-Ländern, ergänzt: „Die Siemens-Multi- Error-Kompensationstechnologie – MEC – der SINUMERIK ONE ermöglicht diese Längenänderungen zu kompensieren und somit Ausschuss während der Hochlaufphase zu vermeiden. Das steigert die Wettbewerbsfähigkeit unserer Kunden und spart zusätzlich Ressourcen“.
Bei dem Projekt ist zu erwarten, dass alleine aus der Temperaturkompensation in der Aufwärmphase die Präzision der Maschine um einen Faktor zehn verbessert wird.
Über den/die Autor/in
Michael Heiss
Michael Heiss ist Principal Consultant für Digital Enterprise bei der Siemens AG Österreich und Honorarprofessor für Innovations- und Technologiemanagement an der TU-Wien.
© TU Wien
 © TU Wien
© TU Wien




