Интелигентната температурна компенсация във фазата на загряване увеличава точността на металорежещите машини за високопрецизни детайли и едновременно с това намалява въглеродния им отпечатък.
Интелигентната температурна компенсация във фазата на загряване увеличава точността на металорежещите машини за високопрецизни детайли и едновременно с това намалява въглеродния им отпечатък.
Създаването на високопрецизна металорежеща машина е сложно и скъпо. От добрата фрезова машина с цифрово програмно управление (ЦПУ) се очаква да изрязва желаната форма с точност до десети или дори стотни от милиметъра. Колкото по-голяма е машината, толкова по-трудно е да се постигне такава прецизност в цялата ѝ работна зона.
Дължината на някои фрезови машини стига до 20 м. Но дори и да са дълги само 1 м, една стотна от милиметъра представлява стохилядна част от цялата им дължина.
Машината трябва да бъде изключително стабилна и масивна, така че да не се деформира от силите, които възникват по време на фрезоването. Защото дори и най-малките изкривявания могат да влошат точността на изработката. За сравнение: ако на стоманен прът (който се опира в двата си края) с дължина 1 м и дебелина 5 см окачите 10-килограмова тежест в средата, то прътът ще се огъне с цял милиметър.
Особено важно за стабилността на машината е самата тя (включително задвижващата ѝ система) да бъде произведена много прецизно, тъй като всяка неточност в машината може да доведе до неточност във фрезования детайл. Производителите на металорежещи машини са натрупали десетилетия опит в изграждането на прецизни машини, но дори и най-добрият машинен инженер не може да промени природните закони. Всеки материал се разширява при повишаване на температурата. Гореспоменатият стоманен прът с дължина един метър е с четвърт милиметър по-дълъг при 40°С, отколкото при 20°С. Това е сериозно отклонение, ако искате да фрезовате с точност до стотна от милиметъра.
Софтуер компенсира грешките
Компенсирането на тези грешки може да се извърши от софтуер. Металорежещите машини с ЦПУ се управляват от контролер като Siemens SINUMERIK ONE, който гарантира, че във всеки един момент режещият инструмент на машината фрезова с точните координати, изисквани от клиента. Ако контролерът знае, че машината все още е студена и поради това е с четвърт милиметър по-къса, отколкото когато е загрята, той може просто да добави очакваната грешка към координатите предварително, така че машината все пак да фрезова на правилното място.
Системата за управление SINUMERIKONE на Siemens предлага възможност за въвеждане на таблица (т.нар. „компенсационна матрица“), в която се посочва в кои ситуации каква трябва да бъде компенсацията.
Звучи просто, но на практика е доста сложно. Съвременните металорежещи машини с ЦПУ обикновено имат пет оси и всяка от позициите на тези оси трябва да се компенсира. Промените в едната ос оказват влияние и върху останалите. Това може да се реши по математически път. По-трудно е обаче да се разбере каква е температурата на всяка една част от машината във всеки един момент от производството и при каква температура колко се променя дължината им. Системата за управление трябва да знае това, за да може да изчисли колко да коригира координатите, така че фрезоването да е на правилното място, въпреки че машината се нагрява. Ако машината е била изключена за дълго време, тогава цялата е студена и с почти еднаква температура. Щом обаче машината се включи и започне да фрезова, има разлика дали фрезова дълго време в горния ляв ъгъл или в долния десен ъгъл и по този начин генерира топлина на друго място. Поради това системата за управление трябва непрекъснато да адаптира компенсационната таблица по време на работа, дори след приключване на фазата на загряване.
Изследване с екосистемата на машиностроенето
Институтът по производствени и фотонни технологии към Виенския технически университет работи със своята екосистема от водещи машиностроителни предприятия, за да изследва как нагряването на отделните части на металорежещата машина може да се изобрази в дигитален двойник. Директорът на института Фридрих Блайхер обобщава целта: „Нашата цел е да можем да работим със студена машина също толкова прецизно, колкото и с машина, която вече е загрята.“
„Нашата цел е да можем да работим със студена машина също толкова прецизно, колкото и с машина, която вече е загрята.“
Фридрих Блайхер, директор на Института по производствени и фотонни технологии към ТУ Виена.
В рамките на изследователски проект в машината могат да бъдат инсталирани голям брой температурни датчици. В промишлената практика това не е икономически целесъобразно. „Ето защо – казва Кристоф Хаберзон, ръководител на отдел в института – ние използваме данните от системата за управление SINUMERIK заедно с наличните температурни датчици, за да изчислим в дигиталния двойник цялото температурно разпределение на машината, а оттам и промените в дължината.“ Дигиталният двойник може да бъде създаден с помощта на изкуствен интелект или с физически модел.
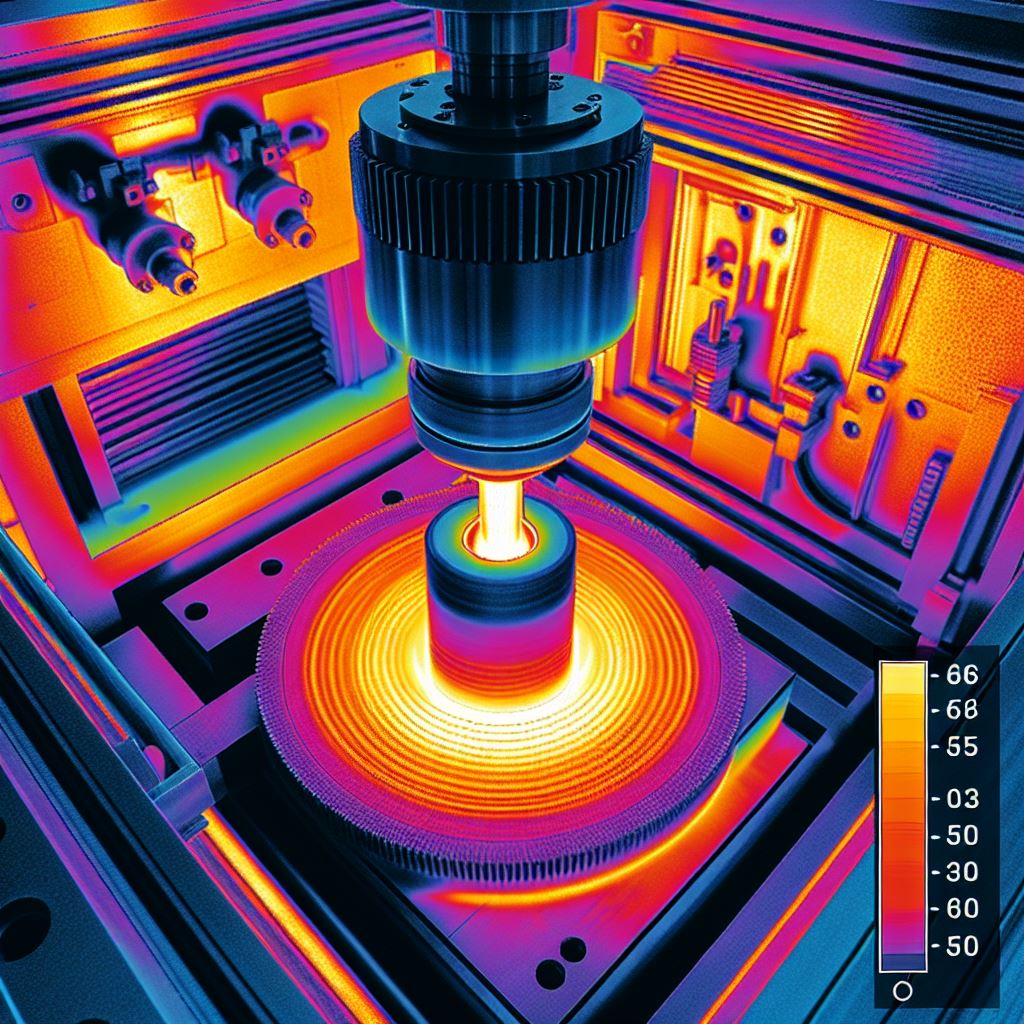
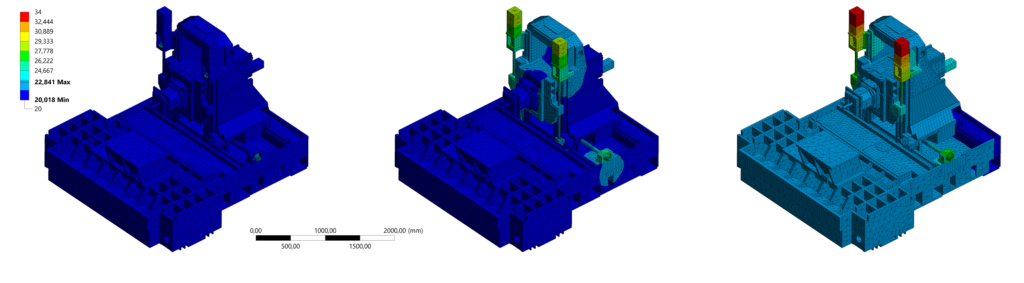
Топлинната симулация в дигиталния двойник на машината се използва за изчисляване на разпределянето на топлината по цялата машина. Източникът на топлина е двигателят – тук се генерира мощността на машината (отляво надясно: след стартиране, след 2 и след 7 чáса).
Матиас Кнайсл, ръководител на отдел „Системи за металорежещи машини“ в Siemens в Австрия, добавя: „Технологията за компенсиране на грешки MEC (Multi Error Compensation) на SINUMERIK ONE дава възможност да се балансират промените в дължината и по този начин да се избегнат дефекти в изработката и бракуване на продукцията. Това повишава конкурентоспособността на нашите клиенти и им помага да пестят ресурси.“
Очаква се проектът да подобри прецизността на металорежещата машина десетократно само от температурната компенсация във фазата на загряване.
© TU Wien
 © TU Wien
© TU Wien