„Virtueller Sensor“ verhindert Schleifbrand
Durch die Berechnung der Temperatur aus Messdaten wird das Schleifbrand-Problem gelöst.
 © TU Graz
© TU Graz
Durch die Berechnung der Temperatur aus Messdaten wird das Schleifbrand-Problem gelöst.
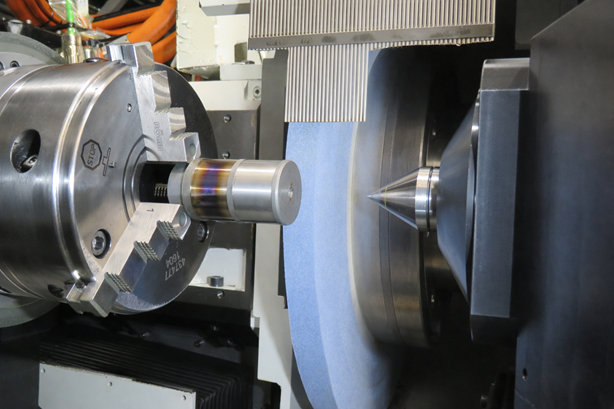
Das kennen wir aus eigener Erfahrung: Wenn man mit Schleifpapier eine Oberfläche bearbeitet, dann wird diese Oberfläche warm. In einem industriellen Schleifprozess möchte man mit möglichst hoher Schleifgeschwindigkeit arbeiten, wodurch die Bearbeitung möglichst kurz dauert und daher kostengünstig und energieeffizient ist. Die hohe Schleifgeschwindigkeit führt jedoch dazu, dass die Oberfläche des Werkstücks nicht nur warm, sondern heiß wird. Wenn die Temperatur sehr hoch ist, verändert sich zunächst unsichtbar, bei noch höheren Temperaturen sogar oberflächlich sichtbar, das Bauteilgefüge in der Randzone – man nennt das „Schleifbrand“.
Typische hochentwickelte industrielle Werkstoffe wie Stahl reagieren sehr sensibel auf den Temperaturverlauf während ihrer Bearbeitung. So kann Überhitzung dazu führen, dass die Oberfläche spröder wird und sich die Härte verändert. Wird so ein durch Schleifbrand verursachter Oberflächenfehler nicht erkannt, kann das damit gebaute Produkt Schwächen aufweisen. Besonders bei sicherheitsrelevanten Bauteilen wie beispielsweise der Lenkachse eines Fahrzeuges oder der Kurbelwelle eines Verbrennungsmotors sind solche Materialfehler nicht tolerierbar. Aber selbst wenn die Veränderungen sichtbar sind, etwa die blau-violette Verfärbung des Stahls, ist es im Nachhinein zu spät: das Werkstück ist bereits in der Randzone geschädigt und damit Ausschuss.
Eine Lösung für dieses Problem klingt zunächst ganz einfach: Man muss nur die Temperatur an dem Punkt messen, wo die Schleifscheibe das Werkstück berührt. Nähert sich diese Temperatur dem kritischen Wert, oberhalb dessen Schleifbrand entstehen würde, dann reduziert man die Schleifgeschwindigkeit in einer Weise, dass die Temperatur nie in den kritischen Bereich kommt. Aber an dieser Stelle ist die Temperatur nicht industriell wirtschaftlich messbar. Man kann dort keinen Temperatursensor anbringen – der würde ja weggeschliffen werden. Auch mit einem Wärmestrahlungssensor (Infrarotsensor) ist eine Messung nicht möglich, da bei einem industriellen Schleifprozess eine trübe Kühlflüssigkeit den Schleifbereich umspült, um die Oberfläche zu kühlen.
 © TU Graz
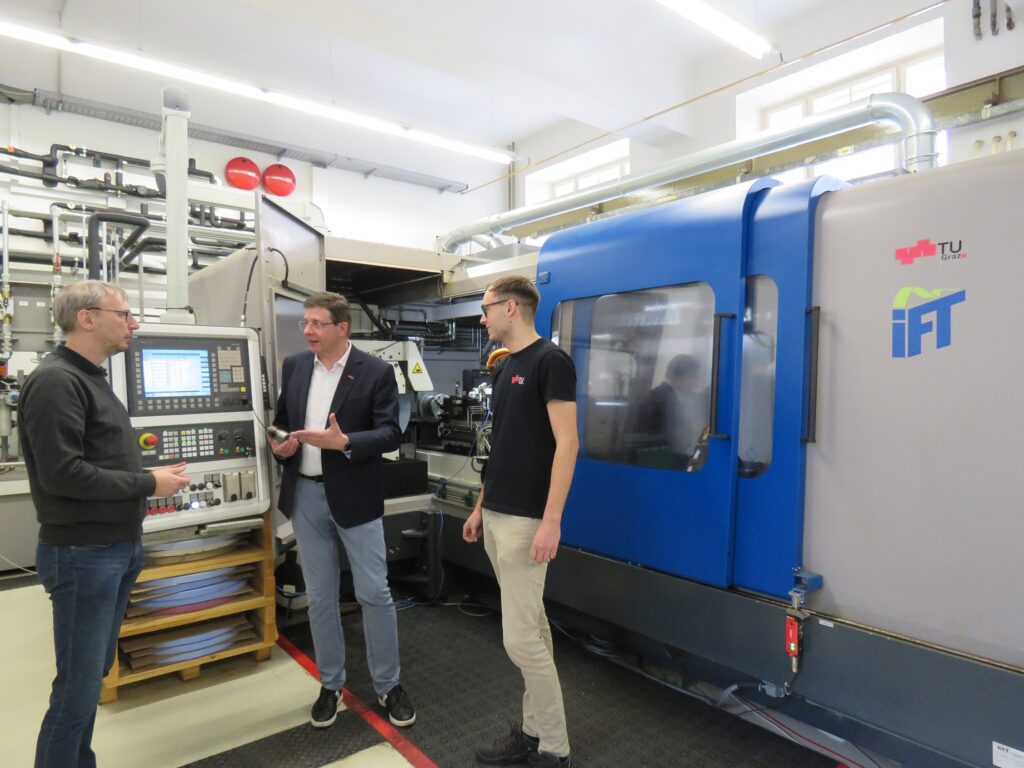
© TU GrazTU-Graz-Institutsleiter Prof. Franz Haas (Mitte) mit dem Projektleiter Dr. Jörg Edler (links) und dem Masterstudenten Max Überbacher (rechts) bei der Arbeit an der GSTSchleifmaschine mit SINUMERIK-Steuerung und Siemens Industrial Edge.
Das Institut für Fertigungstechnik der TU Graz unter der Leitung von Professor Franz Haas hat gemeinsam mit Siemens erforscht, wie man das zunächst unmöglich Scheinende doch möglich macht: Die Lösung ist ein sogenannter „virtueller Sensor“. Die Idee: Man misst das, was messbar ist, und berechnet aufgrund von physikalischen Zusammenhängen das, was man eigentlich messen will. Konkret für den Fall der Schleifbrandvermeidung: Man misst die elektrische Energie, die dem Antriebsmotor der Schleifscheibe zugeführt wird. Zudem wird auch die Temperatur des abfließenden Kühlmittels (das auch die weggeschliffenen Späne enthält) errechnet und daraus auch die durch das Kühlmittel abtransportierte Energie. Die Differenz von zugeführter und abgeführter Energie ist jene Wärmemenge, die unter anderem das Werkstück aufheizt. Um genau diese Erwärmung berechnen zu können, benötigt man die detaillierten Materialkennwerte des Werkstücks und der Schleifscheibe.
Die Methode dieses virtuellen Temperatursensors zur Schleifbrandvermeidung hat Max Überbacher am Fertigungstechnik-Institut im Rahmen seiner Masterarbeit entwickelt. „Die Siemens-SINUMERIK-Steuerung des Antriebsmotors der Schleifscheibe weiß, wieviel Energie sie in jedem Moment benötigt. Diese Werte werden dann im Zwei-Millisekunden- Takt an den Siemens-Industrial-Edge-Computer gesendet. Dort kann mit meiner Formel die Temperatur am Schleifkontakt ausreichend genau berechnet werden“, erklärt Überbacher. Sein wissenschaftlicher Betreuer Jörg Edler ergänzt: „Die Tests und Materialanalysen haben gezeigt, dass der so aufgebaute virtuelle Sensor so gut arbeitet, dass Schleifbrand in der Serienproduktion prozesssicher verhindert werden kann“.
 © TU Graz
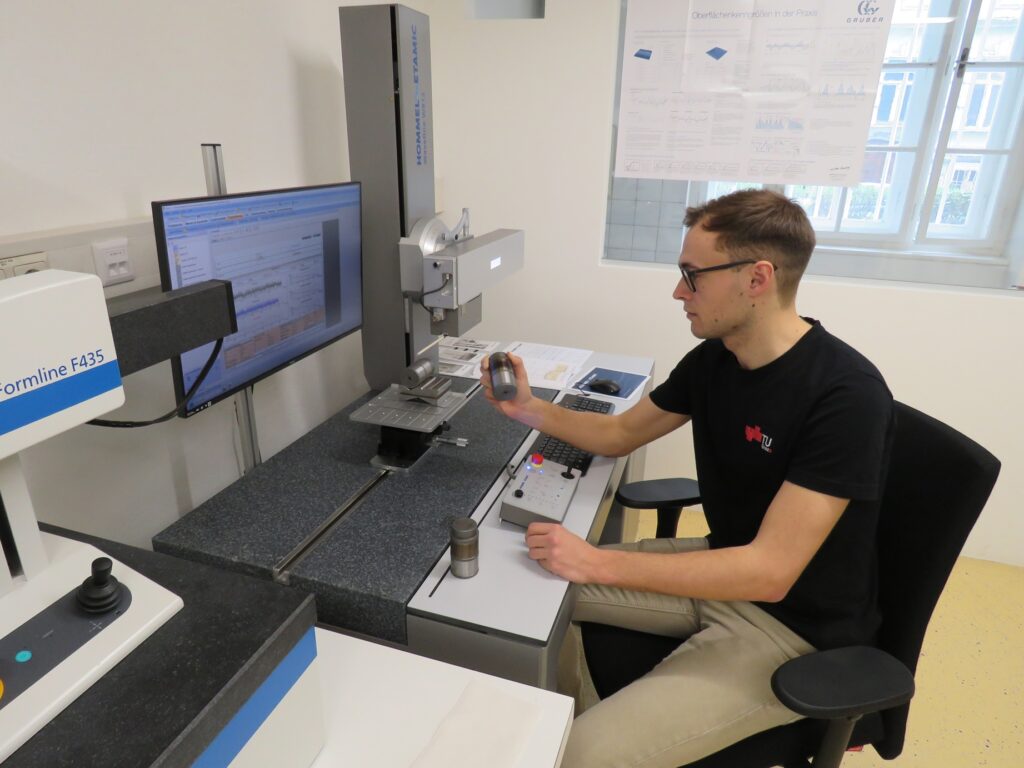
© TU GrazMasterstudent Max Überbacher prüft die Oberflächenqualität des Werkstücks an der Messmaschine.
Matthias Kneissl, Bereichsverantwortlicher für den Maschinenbau bei Siemens, erklärt die Vision: „Heute müssen Materialparameter für Werkstück und Schleifscheibe noch manuell aus Datenblättern ermittelt werden. In Zukunft fließen diese Informationen direkt aus dem digitalen Produktpass in die digitalen Zwillinge von Produkt, Maschine und Produktion – und ermöglichen KI-gestützte Aktionen, die Schleifprozesse in Echtzeit verstehen und Schleifbrand von vornherein verhindern.“

Michael Heiss ist Principal Consultant für Digital Enterprise bei der Siemens AG Österreich und Honorarprofessor für Innovations- und Technologiemanagement an der TU-Wien.
Zweimal jährlich gibt es zusätzlich zu hi!tech digital wahlweise das Magazin als gedruckte Ausgabe